

Podczas procesu gięcia, z powodu tarcia ślizgowego pomiędzy stemplem a taśmą blachy, często nie udaje się uzyskać wystarczająco dobrej jakości powierzchni. W związku z tym konieczne jest przeprowadzenie dodatkowych etapów obróbki, a co za tym idzie, czas realizacji i koszty są wysokie.
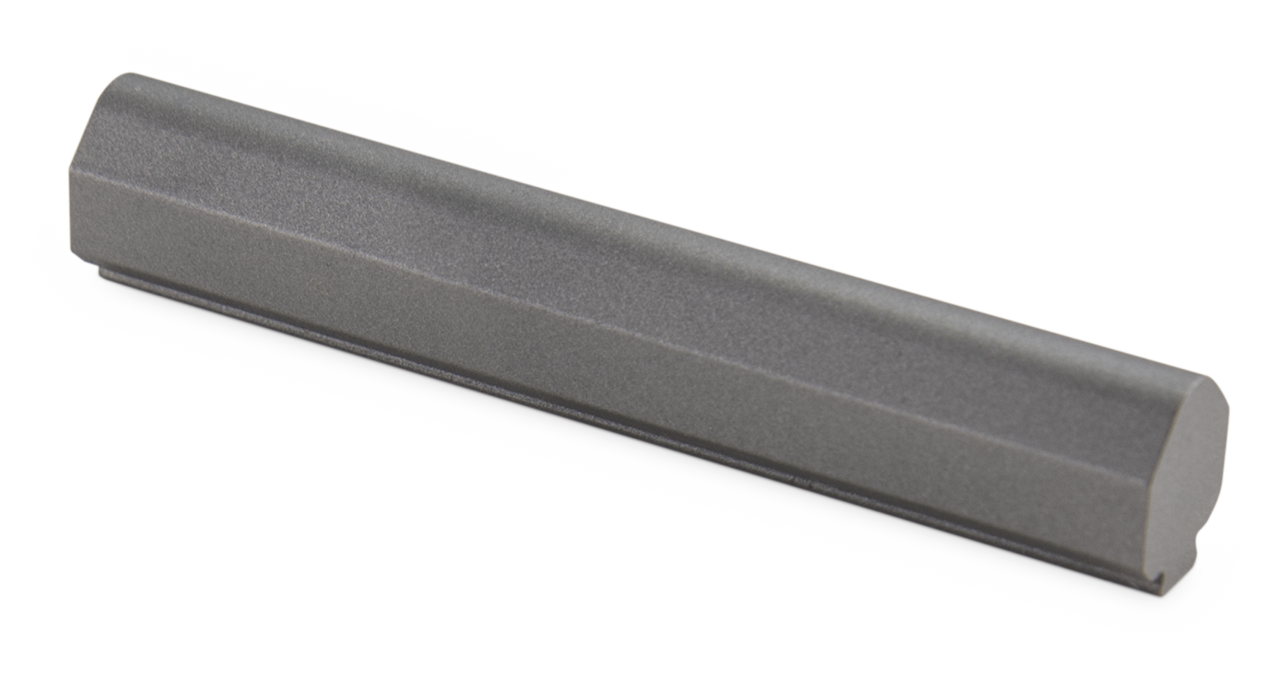
Przy zastosowaniu elementu gnącego E 5690 występuje tarcie toczne między elementem a taśmą blachy, dzięki czemu uzyskuje się znacznie lepsze wykończenie powierzchni w obszarze gięcia. Nawet miękkie, powlekane i malowane materiały mogą być w ten sposób doskonale formowane. Kolejną zaletą jest swobodnie zamontowany wałek rolki, który umożliwia nieograniczony skok.
Element gnący dostępny jest od ręki, z magazynu, w średnicach 3-10 mm i długościach 25-100 mm. Długość można łatwo skrócić do wymaganego wymiaru za pomocą elektrodrążarki drutowej. Element gnący można zestawiać z wkładką E 5692.
Element gnący E 5690 w praktyce
Dzięki zastosowaniu elementu gnącego nie była konieczna ponowna obróbka (polerowanie).

Z lewej: Produkt gięty za pomocą TRIBMATE® EASY ROLLA™
Z prawej: Produkt gięty w konwencjonalny sposób

Z lewej: Produkt gięty za pomocą TRIBMATE® EASY ROLLA™
Z prawej: Produkt gięty w konwencjonalny sposób
Element gnący E 5690

- Najwyższa jakość powierzchni w obszarze gięcia, wpływająca na tarcie toczne, redukuje kolejne etapy obróbki i umożliwia wyższe prędkości przesuwu
- Bardzo dobra formowalność miękkich, powlekanych oraz malowanych materiałów
- Umożliwia naprawę zużytych stempli gnących
Wkładka do elementu gnącego E 5692
- Instalacja hartowanej wkładki gnącej umożliwia stosowanie niedrogich materiałów nośnych
- Doskonale nadaje się do testowania nowych powłok, wystarczy że pokryta jest tylko wkładka gnąca
- Niedroga naprawa matrycy, polegająca na wymianie samej wkładki
Montaż
PUNKT ZEROWY CAD
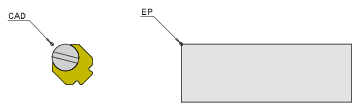
CAD: Punkt zerowy CAD
EP: Punkt narożny
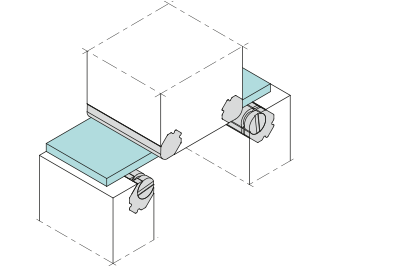
POZYCJONOWANIE ELEMENTU GNĄCEGO

Ustawić punkt zerowy CAD elementu gnącego, w punkcie narożnym stempla lub matrycy.
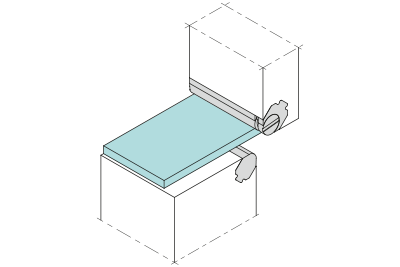
WYCIĘCIE KONTURU NA ELEKTRODRĄŻARCE
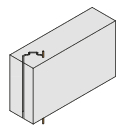
Wyciąć kontur w stemplu na elektrodrążarce drutowej (tolerancja G7).
DOPASOWANIE DŁUGOŚCI ELEMENTU GNĄCEGO
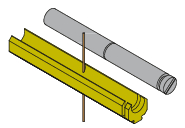
Skrócić element gnący na elektrodrążarce do wymaganej długości (osobno wkładkę i rolkę).
Montaż zabezpieczenia mocującego rolkę
WKLEJANIE ELEMENTU GNĄCEGO
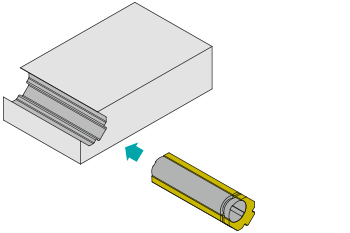
Wkleić element gnący używając środka VBA 2M43.
Upewnić się, że zabezpieczenie mocujące rolkę jest całkowicie otoczone przez stempel, w przeciwnym razie może zostać uszkodzone lub zgubione.
FAQ
Jaką zastosować wielkość?
Wybierz rozmiar, który jest najbliższy promieniowi ramienia oryginalnego narzędzia. Następnie wybierz długość elementu gnącego lub wkładki i przytnij na odpowiednią długość. Upewnij się, że zabezpieczenie mocujące rolkę jest zachowane.
Czy rolkę należy smarować?
Smarowanie jest opcjonalne. Doświadczenie pokazuje, że po przekształceniu tarcia ślizgowego w tarcie toczne, zastosowanie smarowania dodatkowo jeszcze wpływa na zmniejszenie tarcia. Należy to jednak ocenić w kontekście nakładu czasu pracy związanego z wprowadzeniem smarowania oraz względów środowiskowych.
Jak naprawić uszkodzone narzędzie za pomocą wkładek?
Najczęstsze uszkodzenia narzędzia powstają w obszarze gięcia. Ponieważ jest to część narzędzia, która może być zastąpiona przez element gnący lub wkładkę, nie ma znaczenia, czy w momencie montażu jest ona nowa czy zużyta.
 © 2022 by Meusburger Georg GmbH & Co KG | All rights reserved
© 2022 by Meusburger Georg GmbH & Co KG | All rights reserved





 Česká republika [CS]
Česká republika [CS]
 Danmark [DA]
Danmark [DA]
 Deutschland [DE]
Deutschland [DE]
 España [ES]
España [ES]
 France [FR]
France [FR]
 India [EN]
India [EN]
 Italia [IT]
Italia [IT]
 Magyarország [HU]
Magyarország [HU]
 México [ES]
México [ES]
 Nederland [NL]
Nederland [NL]
 Österreich [DE]
Österreich [DE]
 Polska [PL]
Polska [PL]
 Portugal [PT]
Portugal [PT]
 România [RO]
România [RO]
 Schweiz [DE]
Schweiz [DE]
 Slovenija [SL]
Slovenija [SL]
 Srbija [SR]
Srbija [SR]
 Suomi [FI]
Suomi [FI]
 Sverige [SV]
Sverige [SV]
 Türkiye [TR]
Türkiye [TR]
 United Kingdom [EN]
United Kingdom [EN]
 USA [EN]
USA [EN]
 Ελλάδα [EL]
Ελλάδα [EL]
 България [BG]
България [BG]
 Росси́я [RU]
Росси́я [RU]
 华 [ZH]
华 [ZH]